การเชื่อมทองแดงกับสแตนเลส
รายละเอียด
วัตถุประสงค์
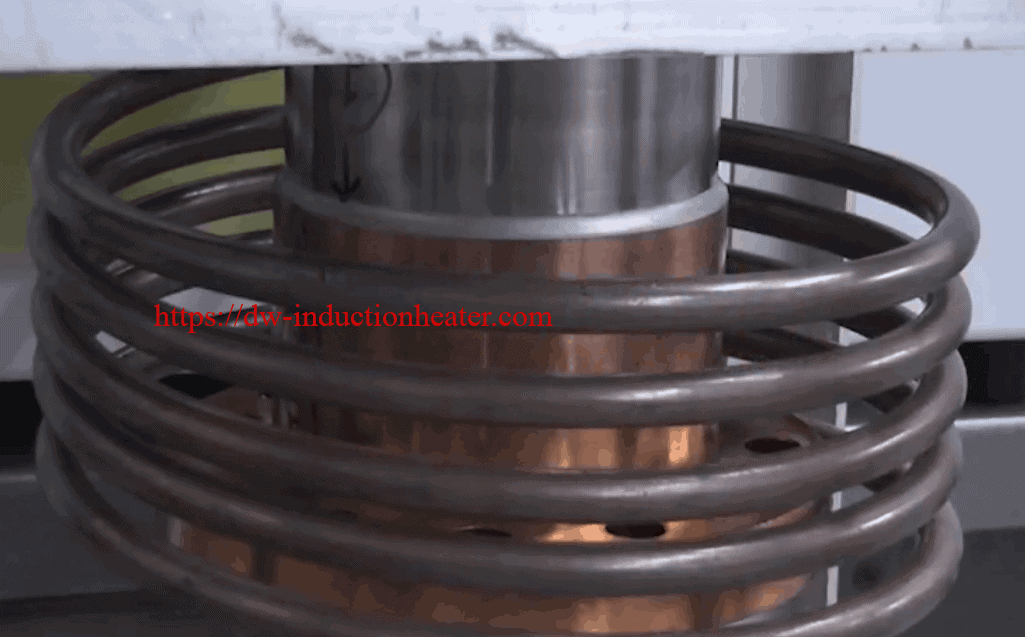
การเหนี่ยวนำการประสานท่อทองแดงกับท่อสแตนเลส ปั๊มแช่แข็งและตัวเรือน

อุปกรณ์ใช้สอย
DW-HF-15kw / 25KW / 45KW อุปกรณ์ทำความร้อนเหนี่ยวนำ

1 ทดสอบ
วัสดุ
ปั๊มแช่แข็งและตัวเรือน - ฝาทองแดง (2” (25.4 มม.) OD, 3” (76.2 มม.), ยาว 0.15” (3.81 มม.) ผนังหนานั่งบนเพลาสแตนเลสขนาด 1.4” (3.81 มม.), เพลาสแตนเลส (1.7” (43.18 มม.) OD, 6” (152.4 มม.) ยาวและยึดติดกับมวลขนาดใหญ่เมื่อมันสิ้นสุดหนา 0.1” (2.54 มม.))
พาวเวอร์: 25 กิโลวัตต์
อุณหภูมิ: 1145 ° F + (618 ° C)
เวลา: ภายใต้ 40 วินาที

2 ทดสอบ
วัสดุ
ตัวเรือนและปั๊มแช่แข็ง - ปลอกหุ้มทองแดง (3.6” (91.44 มม.) OD, ผนังหนา 0.1” (2.54 มม.) ที่สูง 2.7” (68.5 มม.), ริมฝีปาก 3.8” (96.52 มม.) ที่ด้านล่างเท่ากับ 0.6” ( สูง 15.2 มม. มีความหนาประมาณ 0.85” (21.5 มม.), ส่วนที่มีริมฝีปากสูงโดยรวม 3.14” (79.7 มม.), เพลา SS ตั้งอยู่ที่ 2.66” (67.5 มม.) ลึก, เพลา SS (3.4” (86.3 มม.) OD, 3.2” (81.2 มม.) ID, สูงกว่า 7.5” (190.5 มม.) มีฝาปิดและเพลาที่เล็กกว่าติดที่ปลายด้านหนึ่งและฐานอีก 8” (203.2 มม.) ที่ใหญ่กว่า)
พาวเวอร์: 16.06kW
อุณหภูมิ: 1145 ° F + (618 ° C)
เวลา: 1 นาที 30 วินาทีถึง 3 นาที
3 ทดสอบ
วัสดุ
ตัวเรือนและปั๊มแช่แข็ง - ปลอกหุ้มทองแดง (3.5” (88.9 มม.) OD, ผนังหนา 0.1” (2.54 มม.) ที่สูง 2.1” (53.3 มม.), 5.3” (134.6 มม.) ริมฝีปาก OD ที่ด้านล่างเท่ากับ 0.74” ( สูง 18.7 มม. มีความหนาประมาณ 1” (25.4 มม.) ส่วนที่มีริมฝีปากสูงโดยรวม 2.8” (71.1 มม.) เพลาสแตนเลสตั้งอยู่ลึก 2.66” (67.5 มม.) เพลาสแตนเลส (3.35” (85.0) mm) OD, 3.2” (81.2 มม.) ID, สูงกว่า 7.5” (190.5 มม.) มีฝาปิดและเพลาที่เล็กกว่าติดที่ปลายด้านหนึ่งและฐาน 5.5” (139.7 มม.) ที่ใหญ่กว่าอีกด้านหนึ่ง)
พาวเวอร์: 9.09kW
อุณหภูมิ: 1145 ° F + (618 ° C)
เวลา: ประมาณ 20 ถึง 30 วินาที

4 ทดสอบ
วัสดุ
ปั๊มและตัวเรือนสำหรับการแช่แข็ง - ฝาทองแดง (2.7 "(68.5 มม.) OD, สูง 2.85" (72.3 มม.), ผนัง 0.6 "(15.2 มม.), อยู่บนแกนสแตนเลสลึก 1.4" (35.5 มม.)), เพลาสแตนเลส ( 1.54 "(39.1 มม.) OD, ผนังหนา 0.9" (22.8 มม.), สูง 6.5″ (165.1 มม.) และยึดติดกับมวลที่ใหญ่ขึ้นเมื่อสิ้นสุดลง) ฝาสแตนเลสเพิ่มเติมที่ด้านอื่น ๆ ของทองแดง, 2.44 "(61.9 มม. ) OD, สูง 0.8 "(20.3 มม.) หรือมากกว่า, 0.88" (22.35 มม.) ก้านด้านบนที่สูง 1.4 "(35.5 มม.) พร้อมด้วยรหัส 0.66" (16.7 มม.)
พาวเวอร์: 14kW
อุณหภูมิ: 1145 ° F + (618 ° C)
เวลา: 1 นาที 50 วินาที

ผลและข้อสรุป:
1 ทดสอบ: การทดสอบเริ่มต้นด้วยพลังงานที่ต่ำกว่ามากและเร่งความเร็วได้สูงถึง 25 กิโลวัตต์หลังจาก 15 วินาที การประสานการเหนี่ยวนำประสบความสำเร็จ
แนะนำให้ใช้ขดลวดที่แน่นกว่าซึ่งพันรอบเพียงครึ่งหนึ่งของฝาทองแดง นี่จะรวมความร้อนเฉพาะที่ตั้งของโลหะผสมและควรลดเวลาความร้อน
2 ทดสอบ: ทำการทดสอบด้วยขดลวดขนาดใหญ่เนื่องจากปัญหาการกวาดล้างที่สร้างขึ้นโดยริมฝีปากบนชิ้นส่วน เวลาโดยประมาณสำหรับรอบเต็มคือ 20 ถึง 30 วินาที ความถี่ที่ต่ำกว่าดูเหมือนจะเป็นประโยชน์สำหรับการใช้งานโดยทำให้สนามทะลุผ่านทองแดงและเข้าไปในเนื้อเหล็กได้ลึกขึ้นทำให้เวลาร้อนเร็วขึ้น
3 ทดสอบ: ทำการทดสอบด้วย 14 kW เพื่อจำลองรอบเวลาที่จำเป็นสำหรับ DW-HF-15KW ของเรา ระบบทำความร้อนเหนี่ยวนำ. ส่วนนี้จะต้องใช้เวลาความร้อนนานที่สุดเนื่องจากมวลของทองแดง เวลาความร้อนสามารถลดลงได้โดยใช้แหล่งจ่ายไฟขนาดใหญ่
เวลาความร้อนสำหรับการทดสอบทั้งหมดสามารถปรับปรุงได้โดยการปรับ ขดลวดความร้อนเหนี่ยวนำ สำหรับชิ้นส่วนเฉพาะและโดยการลดความถี่ ขอแนะนำให้ใช้เครื่องควบคุมอุณหภูมิและ pyrometer เพื่อไม่ให้ชิ้นส่วนเสียหายหากใช้ระบบเหนี่ยวนำขนาดใหญ่ หากใช้ระบบทำความร้อนแบบเหนี่ยวนำ 15kW แนะนำให้ใช้ตัวควบคุมอุณหภูมิและไพริมิเตอร์ แต่ยังลดความเสี่ยงต่อความเสียหายของชิ้นส่วน




