การเหนี่ยวนำความร้อนก่อนเชื่อม transaxle ยานยนต์
รายละเอียด
การเหนี่ยวนำความร้อนก่อนเชื่อม transaxle ยานยนต์
วัตถุประสงค์: ในการอุ่นแกนเหล็กขนาดเส้นผ่านศูนย์กลางภายนอก 3.6 นิ้ว (91 มม.) โดยมีเส้นเชื่อมสามเส้นที่ 662 ºF (350 ºC) โดยที่เส้นเชื่อมแต่ละเส้นจะถูกทำให้ร้อนถึงอุณหภูมิภายในห้าวินาที
![]() วัสดุ: ลูกค้าจัดหาแกนเหล็ก OD 3.6” (91 มม.)
วัสดุ: ลูกค้าจัดหาแกนเหล็ก OD 3.6” (91 มม.)
อุณหภูมิ: 662 ºF (350 ºC)
ความถี่: เฮิร์ทซ์ 121
อุปกรณ์: DW-HF-45kW 50-150 กิโลเฮิร์ตซ์ ระบบทำความร้อนเหนี่ยวนำ ติดตั้งสถานีความร้อนระยะไกลที่มีตัวเก็บประจุ 1.0 μFแปดตัวขนานกัน
- เจาะภายในตำแหน่งเดียว ขดลวดความร้อนเหนี่ยวนำ ออกแบบและพัฒนาโดยเฉพาะสำหรับแอปพลิเคชันนี้
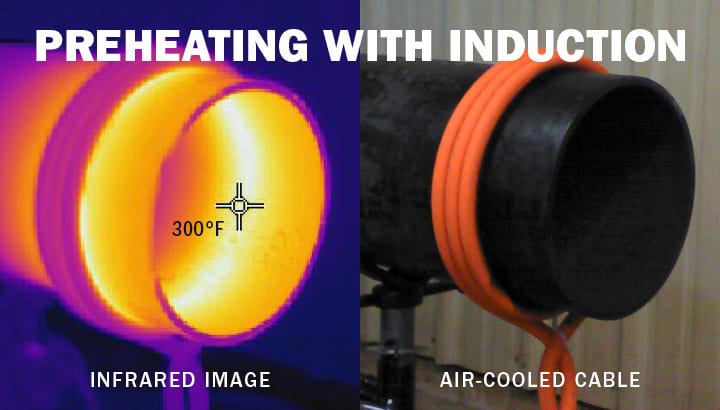
 กระบวนการอุ่นเหนี่ยวนำ: แกนเหล็กถูกทาสีด้วยสีที่ระบุอุณหภูมิและติดเทอร์โมคัปเปิลเข้ากับชิ้นส่วน ขดลวดความร้อนเหนี่ยวนำถูกวางไว้ภายในแกนเหล็กและแหล่งจ่ายไฟเปิดอยู่ วิธีนี้ทำให้สามารถให้ความร้อนแนวเชื่อมได้ถึง 662 ºF (350 fiveC) ภายในห้าวินาทีตามที่ลูกค้าต้องการ แหล่งจ่ายไฟสามารถถูกตั้งโปรแกรมให้ปิดหลังจากเวลาที่ต้องการให้ความร้อน - ห้าวินาทีในกรณีนี้ จากนั้นขดลวดสามารถเคลื่อนย้ายไปยังแนวเชื่อมที่สองและแนวเชื่อมที่สาม
กระบวนการอุ่นเหนี่ยวนำ: แกนเหล็กถูกทาสีด้วยสีที่ระบุอุณหภูมิและติดเทอร์โมคัปเปิลเข้ากับชิ้นส่วน ขดลวดความร้อนเหนี่ยวนำถูกวางไว้ภายในแกนเหล็กและแหล่งจ่ายไฟเปิดอยู่ วิธีนี้ทำให้สามารถให้ความร้อนแนวเชื่อมได้ถึง 662 ºF (350 fiveC) ภายในห้าวินาทีตามที่ลูกค้าต้องการ แหล่งจ่ายไฟสามารถถูกตั้งโปรแกรมให้ปิดหลังจากเวลาที่ต้องการให้ความร้อน - ห้าวินาทีในกรณีนี้ จากนั้นขดลวดสามารถเคลื่อนย้ายไปยังแนวเชื่อมที่สองและแนวเชื่อมที่สาม
ผลลัพธ์ / กระบวนการผลประโยชน์: เนื่องจากขดลวดอยู่ภายในเพลาจึงไม่ขวางและสามารถเคลื่อนย้ายไปยังแนวเชื่อมถัดไปได้อย่างง่ายดาย
- ความเร็ว: การเหนี่ยวนำและกระบวนการที่เสนอช่วยให้เส้นเชื่อมได้รับความร้อนจนถึงอุณหภูมิภายในเป้าหมาย
เวลา
- การทดสอบในห้องปฏิบัติการฟรี: นี่เป็นโครงการใหม่สำหรับลูกค้าและการทดสอบคำขอบริการห้องปฏิบัติการ HLQ ทำให้ลูกค้าสามารถทำได้
ทดสอบแอปพลิเคชันและวิธีการใหม่ ๆ ได้รับการออกแบบ




