การเชื่อมเหล็กกับยางด้วยเครื่องทำความร้อนแบบเหนี่ยวนำ
รายละเอียด
การเชื่อมเหล็กกับยางด้วยเครื่องทำความร้อนแบบเหนี่ยวนำ
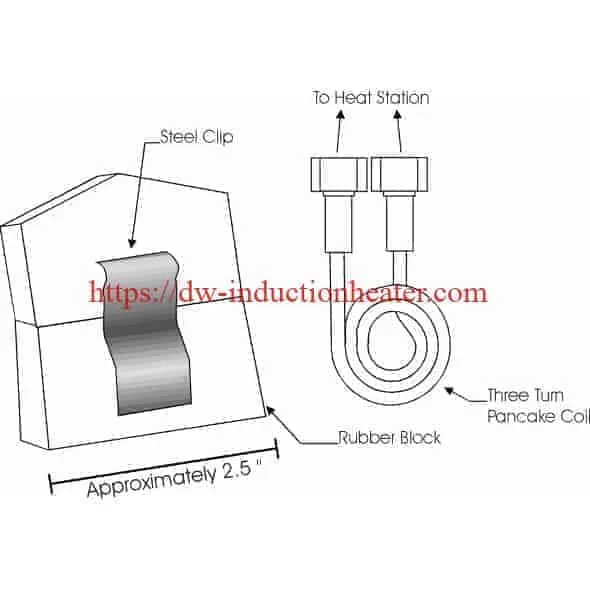
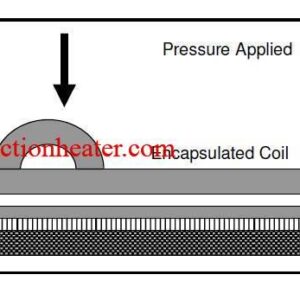
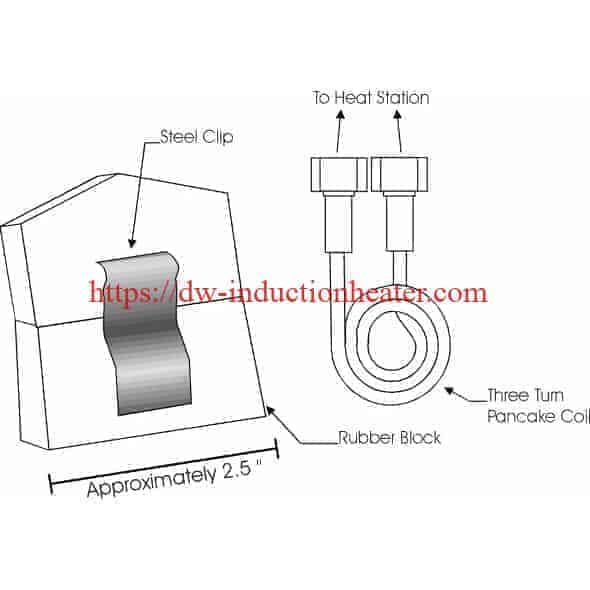
วัตถุประสงค์เพื่อให้ความร้อนคลิปโลหะและกดพันธะพวกเขาลงในซีลยาง
โลหะต้องได้รับความร้อนที่ 250 ° F ถึง 350 ° F โดยมีรอบเวลาไม่เกิน 3 วินาที
วัสดุเหล็กคลิปและบล็อกซีลยาง
อุณหภูมิ 250 ° F ถึง 350 ° F
ความถี่ 400 kHz
อุปกรณ์แหล่งจ่ายไฟ DW-UHF-4.5kW รวมถึงสถานีความร้อนระยะไกลหนึ่งตัวพร้อมตัวเก็บประจุ 1.2 μFหนึ่งตัวโดยใช้ขดลวดแพนเค้ก 3 รอบที่ออกแบบมาเป็นพิเศษ
กระบวนการดังแสดงด้านล่าง
ผลลัพธ์เวลาทำความร้อน 1.5 วินาทีได้รับ; เวลาในการทำความร้อนที่สั้นลงเป็นไปได้เนื่องจากการตอบสนองอย่างรวดเร็วของแหล่งจ่ายไฟ
การก่อตัวของพันธะเป็นที่ยอมรับได้เนื่องจากรูปแบบความร้อนสม่ำเสมอที่ผลิตโดยการให้ความร้อนแบบเหนี่ยวนำ