การเหนี่ยวนำการหดท่อเหล็กที่มีหน่วยทำความร้อน IGBT
วัตถุประสงค์การทำความร้อนท่อเหล็กที่ 500-1000 ° F สำหรับการใช้งานที่หดตัว กำหนดการขยาย (การเติบโต) ของ ID ที่อุณหภูมิที่แตกต่างกัน
วัสดุท่อเหล็ก 7” OD x 4.75” ID x 5” เขตร้อน
พิมพ์เทอร์โมคัปเปิล 'K' เพื่อวัดอุณหภูมิ
ผ้าห่มร้อน
อุณหภูมิ 500, 800, 1000 ° F (260, 427, 538 ° C)
ความถี่ 66 kHz
อุปกรณ์ DW-HF-7.5, 7.5 kW, แหล่งจ่ายไฟเหนี่ยวนำ 150-400 kHz พร้อมกับสถานีความร้อนระยะไกลที่มีตัวเก็บประจุ 1.5 μFสองตัว (รวม 0.75 μF)
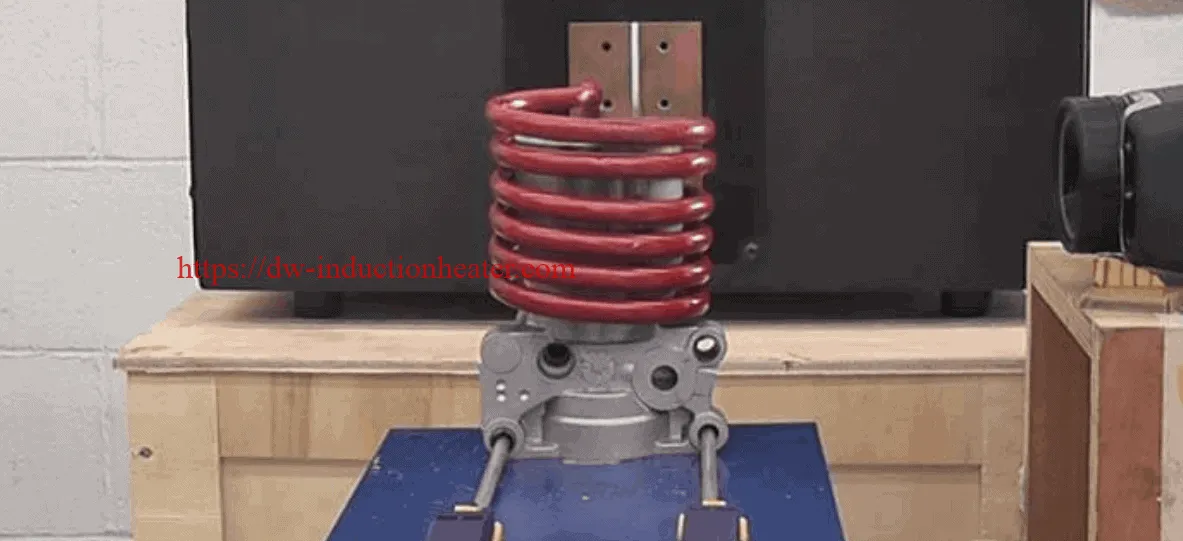
ขดลวดความร้อนเหนี่ยวนำแบบขนานแบบหลายทิศทางแบบพิเศษที่ออกแบบและพัฒนาขึ้นสำหรับแอปพลิเคชันนี้โดยเฉพาะ
การทดสอบขั้นต้นของกระบวนการเสร็จสมบูรณ์ในตัวอย่างที่ไม่มีผ้าห่มกันความร้อน เทอร์โมคัปเปิลสอดระหว่างวงแหวนทองแดงและท่อเหล็กเพื่อวัดอุณหภูมิ ส่วนที่วัดได้
4.940” (ที่อุณหภูมิห้องโดยมีมาตรวัด ID) ชิ้นส่วนจะถึง 1000 ° F (538 ° C) ในเวลาประมาณ 10 นาที
แผนภูมิด้านล่างแสดงการเปรียบเทียบระหว่างผลการวัดทางทฤษฎีและการทดลอง

ผลลัพธ์ / ประโยชน์ชิ้นส่วนวัดได้ 4.975” ที่ 1000 ° F ให้การขยายตัว 0.035” (4.975 ลบ 4.94) ที่ 500 และ 800 ° F ตัวเลขการขยายคือ 4.950 และ 4.964 ตามลำดับ เมื่อใช้ไฟล์
ผ้าห่มกันความร้อนเวลาในการทำความร้อนจะลดลงประมาณ 90 วินาที (8.5 นาทีเมื่อเทียบกับ 10 นาที)


