การเหนี่ยวนำการหดตัวที่เหมาะสมสำหรับการแทรกด้วยฮีตเตอร์ IGBT การหดตัวที่เหมาะสม
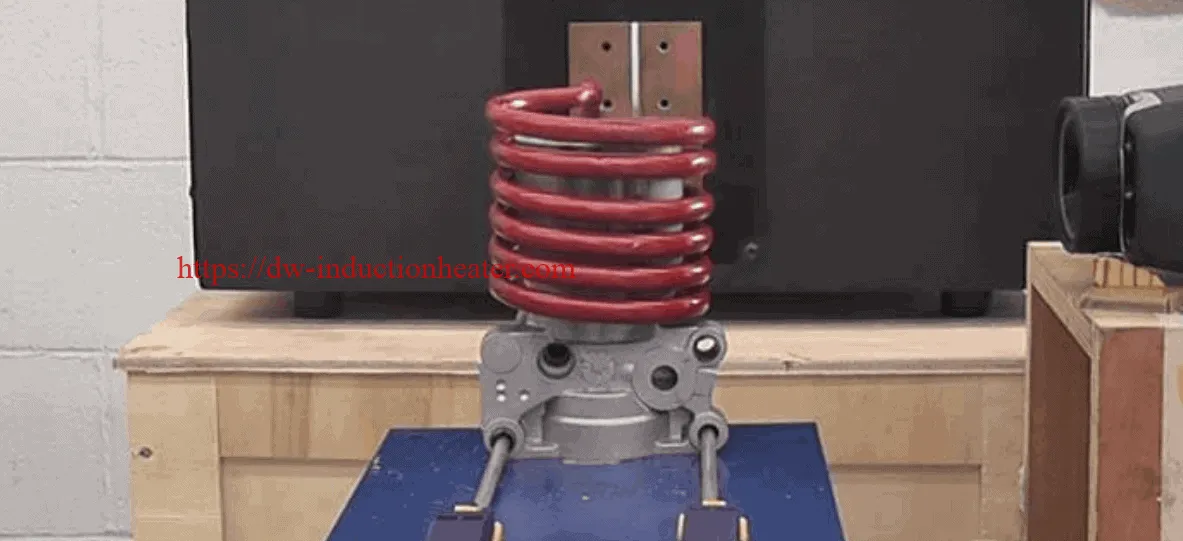
วัตถุประสงค์: เพื่อให้ความร้อนกับตัวเรือนปั๊มเชื้อเพลิงอะลูมิเนียมที่มีขนาด 8″ x 4 1/2″ x 3 1/2″ ถึง 3750F ทำให้สามารถใส่ชิ้นส่วนเหล็กได้ ปัจจุบันตัวเรือนถูกให้ความร้อนในเตาอบแบบพาความร้อนนานกว่าหนึ่งชั่วโมง พื้นที่ที่จะต้องใส่ชิ้นส่วนเหล็กวัดเส้นผ่านศูนย์กลาง 1.5″ และ 0.6875″ นอกจากนี้ขั้นตอนการใส่จะใช้เวลานานกว่าหนึ่งนาทีเล็กน้อยดังนั้นควรรักษา 3750F ไว้เป็นเวลา
ระยะเวลาเพื่อให้กระบวนการเสร็จสมบูรณ์
วัสดุ: ตัวเรือนปั๊มอลูมิเนียมขนาด 8″ x 4 1/2″ x 3 1/2″
ชิ้นส่วนเหล็กแทรก
อุณหภูมิ: 3750F
การใช้งาน: ด้วยการใช้ DW-HF-25, 25 กิโลวัตต์เอาท์พุทโซลิดสเตทอินดักชั่นพาวเวอร์ซัพพลายได้ผลลัพธ์ดังต่อไปนี้
- ถึง 3750F ในหนึ่ง (1) นาทีเพื่อให้สามารถแทรกได้
- ทำความร้อนได้สำเร็จ 20 เรือนโดยใช้ขดลวดแพนเค้กมุมขวาห้า (5) รอบ
อุปกรณ์: Ameritherm SP 25, แหล่งจ่ายไฟเหนี่ยวนำโซลิดสเตตเอาต์พุต 25 กิโลวัตต์รวมถึงสถานีความร้อนระยะไกลหนึ่ง (1) ตัวที่มีตัวเก็บประจุสี่ (4) ตัวรวม 1.0 μFและขดลวดแพนเค้กมุมขวาห้า (5) ตัวที่ทำจากทองแดง 3/16″ หลอด
ความถี่: 80 kHz




