
การปลอมแปลงแถบเหล็ก
รายละเอียด
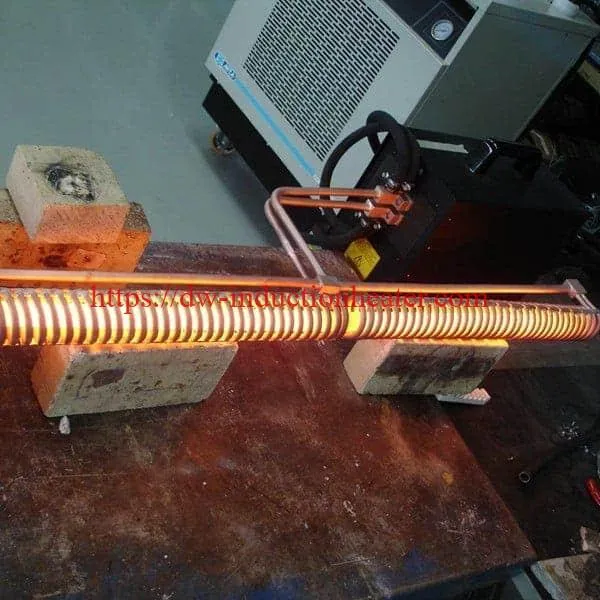
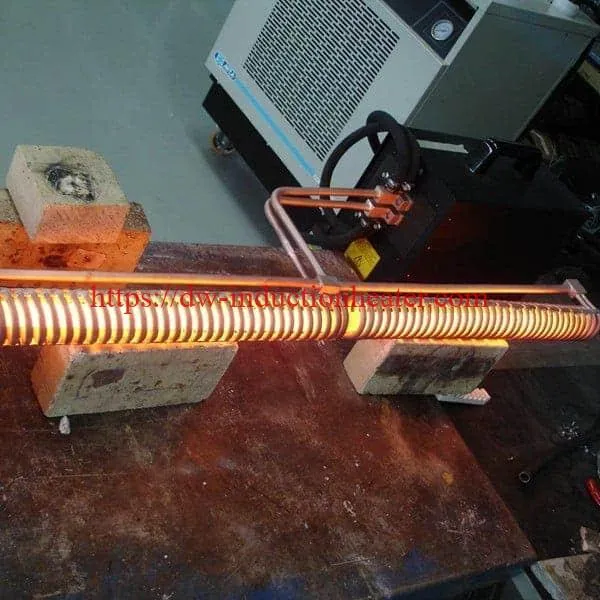
การเหนี่ยวนำการตีแถบเหล็กด้วยระบบทำความร้อนแบบเหนี่ยวนำ
วัตถุประสงค์เพื่อให้ความร้อนแถบเหล็ก 1025 ถึง 1800 ºFก่อนกระบวนการปลอมสำหรับการผลิตรองเท้าม้า ปัจจุบันช่องว่างถูกตัดและอุ่นในเตาอบที่ใช้แก๊สแล้วหลอมขึ้นรูป เมื่อมีขดลวดเหนี่ยวนำเหล็กจะถูกป้อนอย่างต่อเนื่องจากม้วนผ่านขดลวดเหนี่ยวนำและเข้าสู่เครื่องรีด เพื่อให้เป็นไปตามอัตราการผลิตที่เพิ่มขึ้นความร้อนของส่วนเหล็ก 13″ จะต้องเกิดขึ้นภายใน 10 วินาที
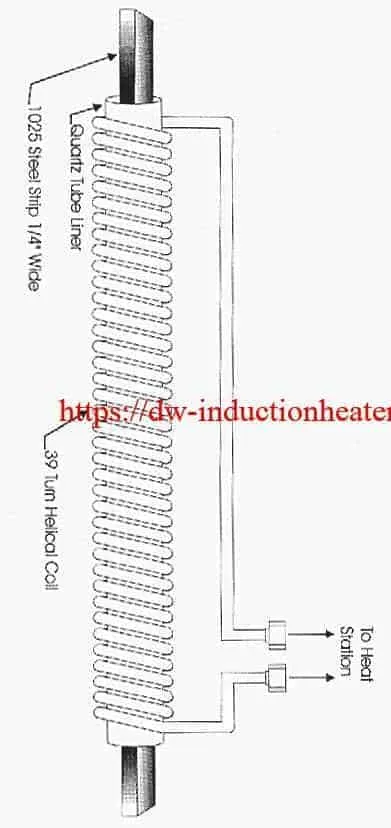
วัสดุ 1025 แถบเหล็กกว้างประมาณ 3/4″ และหนา 1/4″
อุณหภูมิ 1800 ºF
ความถี่ 50kHz
อุปกรณ์ DW-HF-60kW เอาท์พุทโซลิดสเตทอินดักชั่นพาวเวอร์ซัพพลายรวมถึงสถานีความร้อนที่มีความจุรวม 0.5 μF
กระบวนการพบว่าแหล่งจ่ายไฟเหนี่ยวนำโซลิดสเตทเอาท์พุต Ameritherm ขนาด 40 กิโลวัตต์สามารถบรรลุผลลัพธ์ต่อไปนี้ได้อย่างมีประสิทธิภาพ: ผลลัพธ์• 1800 ºFถึงใน 10 วินาที
•พบอัตราการผลิต 1 ส่วนทุกๆ 5-10 วินาที
•ผลลัพธ์ข้างต้นเกิดขึ้นได้จากการใช้ขดลวดทำงานแบบขดลวด 39 รอบที่วัด 1 1/2″ ID และ 11 1/2″ OAL