ข้อต่อเหล็กชุบแข็งพื้นผิวเหนี่ยวนำ
รายละเอียด
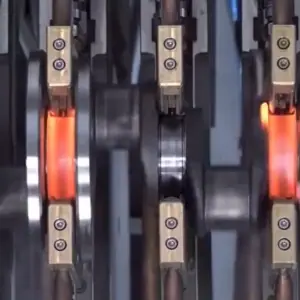
พื้นผิวเหนี่ยวนำข้อต่อเหล็กชุบแข็งถึง 1600 F (871 ºC) สำหรับการชุบแข็ง
การติดตั้งเหล็กชุบแข็งแบบพื้นผิวเหนี่ยวนำสำหรับผู้ผลิตชิ้นส่วนกลึงมักจะดำเนินการโดยการให้ความร้อนแบบเหนี่ยวนำพารามิเตอร์ทางเทคนิคหลักคือความแข็งผิวความแข็งในพื้นที่และความลึกของชั้นชุบแข็งที่มีประสิทธิภาพ

วัสดุ: อุปกรณ์เหล็ก (เส้นผ่านศูนย์กลาง 0.75 "/ 19 มม.)
อุณหภูมิ: 1600 ºF (871 ºC)
ความถี่: 368 kHz
อุปกรณ์:
-DW-UHF-10kW ระบบทำความร้อนเหนี่ยวนำ ติดตั้งสถานีความร้อนระยะไกลที่มีตัวเก็บประจุ 1.0 μFสองตัว
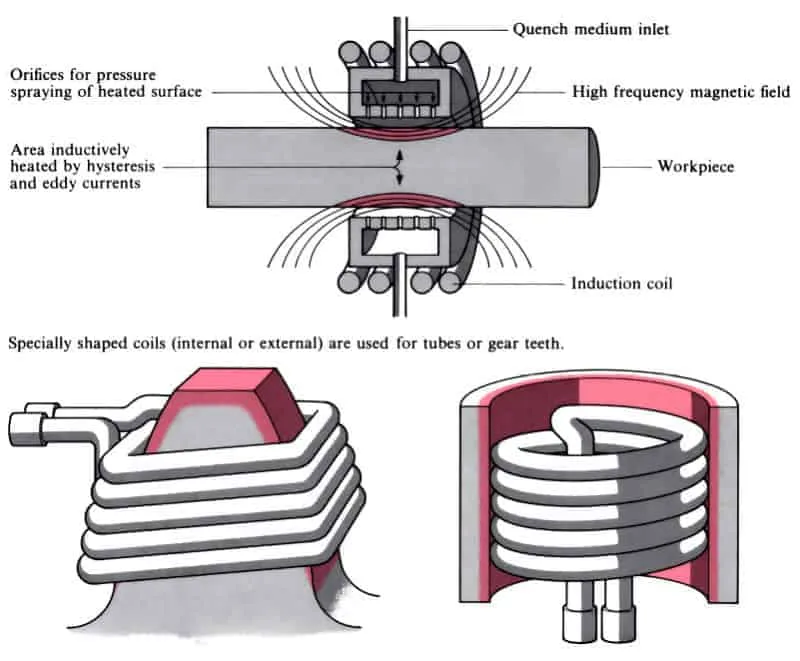
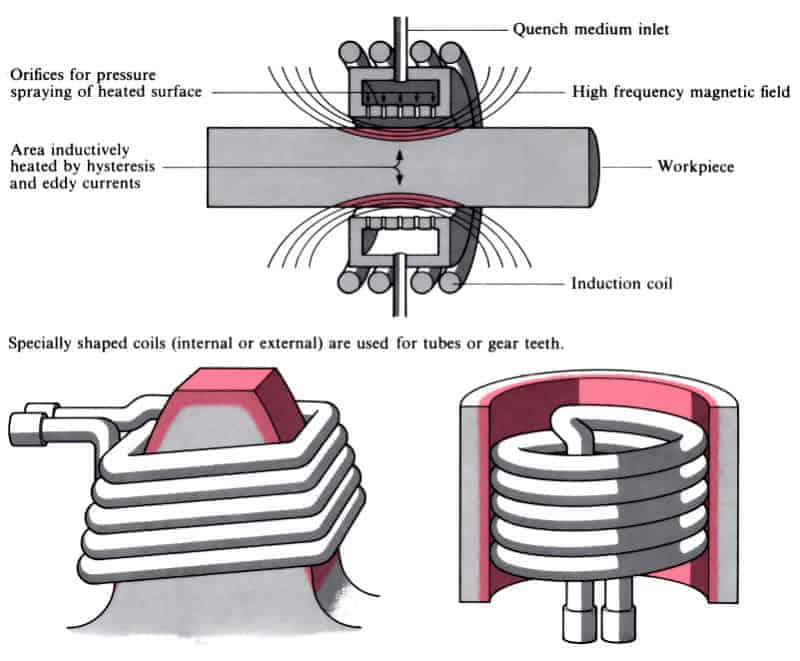
- ขดลวดความร้อนเหนี่ยวนำแบบแพนเค้กสามรอบที่ออกแบบและพัฒนาโดยเฉพาะสำหรับการใช้งานนี้
กระบวนการชุบแข็งด้วยการเหนี่ยวนำ
พื้นที่ การออกแบบขดลวดความร้อนเหนี่ยวนำ เปิดใช้งานชิ้นส่วนที่จะยกเข้าไปในคอยล์ร้อนจากด้านล่าง นอกจากนี้ยังมีการออกแบบเพื่อให้แน่ใจว่าจะทำงานได้ดีภายในการตั้งค่าปัจจุบันของลูกค้า การทดสอบเริ่มต้นเกิดขึ้นโดยใช้สีแสดงอุณหภูมิเพื่อประเมินความสม่ำเสมอของรูปแบบการทำความร้อนและความเร็วในการทำความร้อน ด้วยรูปแบบการทำความร้อนที่ดีตัวอย่างจะถูกประมวลผลในช่วงเวลา 1.0, 1.25 และ 1.5 วินาที ตัวอย่างถูกทิ้งลงในน้ำดับหลังจากให้ความร้อนเพื่อสรุปกระบวนการชุบแข็ง

ผลลัพธ์ / ผลประโยชน์
ความเร็ว: ข้อต่อถูกทำให้ร้อนภายในสองวินาที
ประสิทธิภาพ: การเหนี่ยวนำใช้พลังงานน้อยกว่าวิธีการทำความร้อนที่แข่งขันได้
รอยเท้า / การออกแบบ: การเหนี่ยวนำความร้อน สามารถใช้งานได้ในขณะที่ใช้พื้นที่พอประมาณรวมทั้งการออกแบบขดลวดที่เหมาะสมกับการจัดเตรียมการปฏิบัติงานของลูกค้า