หัวแร้งบัดกรีทองเหลืองในแผงโซล่าร์พร้อมฮีตเตอร์เหนี่ยวนำ IGBT
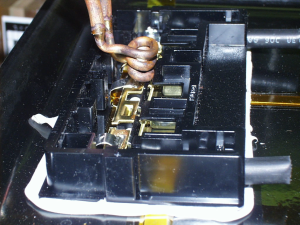
วัตถุประสงค์ประสานขั้วต่อทองเหลืองสามตัวทีละตัวในกล่องแยกแผงโซลาร์เซลล์โดยไม่ส่งผลกระทบต่อส่วนประกอบในกล่องแยก
วัสดุกล่องแยกแผงโซล่าร์เซลล์ขั้วต่อทองเหลืองลวดบัดกรี
อุณหภูมิ 700 ºF (371 ºC)
ความถี่ 344 kHz
อุปกรณ์• DW-UHF-6 kW ระบบทำความร้อนเหนี่ยวนำพร้อมกับหัวทำงานระยะไกลที่มีตัวเก็บประจุ 1.0 μFหนึ่งตัว
•ขดลวดความร้อนแบบเหนี่ยวนำที่ออกแบบและพัฒนาขึ้นเพื่อการใช้งานนี้โดยเฉพาะ
กระบวนการขดลวดเกลียวรูปวงรีสามรอบใช้เพื่อให้ความร้อนกับขั้วต่อ วางลวดบัดกรีลงบนบริเวณข้อต่อและแต่ละข้อต่อจะถูกทำให้ร้อนแยกกันเป็นเวลา 5 วินาทีเพื่อบัดกรีขั้วต่อ เวลาดำเนินการทั้งหมดคือ 15 วินาทีสำหรับข้อต่อทั้งสาม
ผลลัพธ์ / ประโยชน์การเหนี่ยวนำความร้อนให้:
•ความแม่นยำระบุให้ความร้อนเฉพาะกับข้อต่อ ไม่ส่งผลกระทบต่อส่วนประกอบโดยรอบ
•ความร้อนที่มีการแปลสร้างข้อต่อที่เรียบร้อยและสะอาด
•ให้ผลลัพธ์คุณภาพสูงและทำซ้ำได้
•การกระจายความร้อนอย่างสม่ำเสมอ