ท่อทองแดงเหนี่ยวนำการหลอม
รายละเอียด
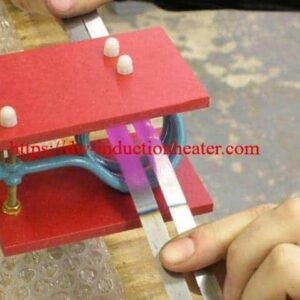
การเหนี่ยวนำท่อทองแดงหลอมด้วยระบบทำความร้อนเหนี่ยวนำความถี่สูง
วัตถุประสงค์เพื่อให้ความร้อนปลายท่อทองแดงทั้งสองด้านเพื่ออบอ่อนให้อ่อนที่สุด 1.5” (38.1 มม.) จากปลายและรักษาความแข็งเต็มที่ถัดจากการอบอ่อน
วัสดุ 1.625” (41.275mm) dia x 24” (609.6mm) ท่อทองแดงยาว
อุณหภูมิ 1500 ºF (815.5 ºC)
ความถี่ 60 kHz
อุปกรณ์• DW-HF-45kW ระบบทำความร้อนแบบเหนี่ยวนำพร้อมกับหัวทำงานระยะไกลที่มีตัวเก็บประจุ1.0μFแปดตัวรวมเป็น 8.0 μF

•ขดลวดความร้อนแบบเหนี่ยวนำที่ออกแบบและพัฒนาขึ้นเพื่อการใช้งานนี้โดยเฉพาะ
กระบวนการขดลวดขดลวดสี่เทิร์นใช้สำหรับกระบวนการหลอมนี้ ท่อทองแดงวางอยู่ในขดลวดและใช้พลังงานเป็นเวลา 7.5 วินาที ในเวลา 3.75 วินาทีท่อทองแดงจะหมุนครึ่งรอบเพื่อให้แน่ใจว่าการหลอมสม่ำเสมอ ท่อทองแดงถูกดับทันทีเพื่อรับประกันพื้นที่อบอ่อนเท่านั้น
1.5” (38.1 มม.) จากปลายท่อ จากนั้นพลิกท่อเพื่ออบปลายอีกด้านหนึ่ง
ผลลัพธ์ / ประโยชน์การเหนี่ยวนำความร้อนให้:
•ควบคุมการใช้ความร้อนในพื้นที่เฉพาะ
•เวลาดำเนินการเร็วขึ้นเพิ่มการผลิต
•ประสิทธิภาพสูงต้นทุนพลังงานต่ำ
•การทำความร้อนแบบแฮนด์ฟรีที่ไม่ต้องใช้ทักษะของผู้ปฏิบัติงานในการผลิต