เพลาชุบแข็งผิวเหนี่ยวนำสำหรับเพลากระดอง
รายละเอียด
การชุบผิวเหนี่ยวนำสำหรับ Armature Shaft
วัตถุประสงค์
การเหนี่ยวนำการแข็งตัวของพื้นผิว ปลายเฟืองของเพลากระดองถึง 58-65 Rockwell C ที่ความลึก 0.02″ (. 51 มม.) ที่เส้นกึ่งกลางของฟันและถึง 49-55 Rockwell C ที่ความลึก. 010″ (.3 มม.) เส้นกึ่งกลางของราก
วัสดุ: เพลากระดองเหล็กที่มีความยาว 7″ (177.8 มม.) โดยมีเส้นผ่านศูนย์กลางเฟืองประมาณ 1/2 (12.7 มม.)

อุณหภูมิ: 1700ºF (926.7ºC)
ความถี่: 140 kHz
อุปกรณ์ใช้สอย

•ระบบทำความร้อนเหนี่ยวนำ DW-UHF-30kW พร้อมกับหัวทำงานระยะไกลที่มีตัวเก็บประจุสอง (2) ตัว
รวม 0.5 µF
•จำลองอินพุต 4-20 mA
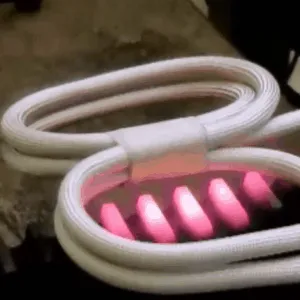
•ขดลวดความร้อนเหนี่ยวนำออกแบบและพัฒนาโดยเฉพาะสำหรับการใช้งานนี้

กระบวนการ
ใช้ขดลวดเกลียวห้ารอบเพื่อให้ความร้อนที่ปลายเกียร์ของเพลาที่1700ºF (926.7ºC) เป็นเวลา 2.5 วินาทีเพื่อให้ได้ความแข็งที่ต้องการ
ผลลัพธ์ / ผลประโยชน์
การเหนี่ยวนำความร้อนให้:
•ความแม่นยำของจุดพิน
•การทำซ้ำสูงสุด
•รอบเวลาที่เร็วขึ้น