ท่อทองแดงเหนี่ยวนำการประสาน
รายละเอียด
การเหนี่ยวนำการประสานท่อทองแดงพร้อมอุปกรณ์ทำความร้อน RF ความถี่สูง
วัตถุประสงค์การวิจัย
เพื่อให้ความร้อนประกอบท่อทองแดงในบรรยากาศเฉื่อยถึง 1450 ° F ภายใน 45 วินาทีสำหรับการประสานโดยไม่มีฟลักซ์หรือกรดล้างทำความสะอาด
คำอธิบายชิ้นส่วนและวัสดุ
การประกอบท่อทองแดง, การตรวจจับอุณหภูมิ, การทำสีทองเหลืองล่วงหน้า
อุณหภูมิที่ต้องการ
1450 ° F
อุปกรณ์ทำความร้อนเหนี่ยวนำ
DW-UHF-10kW แหล่งจ่ายไฟเหนี่ยวนำความร้อนสถานีความร้อนระยะไกลพร้อมตัวเก็บประจุ 1.25 microfarad สองตัว (ความจุสะสม 0.625 mfd.) และตัวเหนี่ยวนำที่ออกแบบมาเป็นพิเศษ (ขดลวด)
คลื่นความถี่
400kHz
ขั้นตอนการทำความร้อน
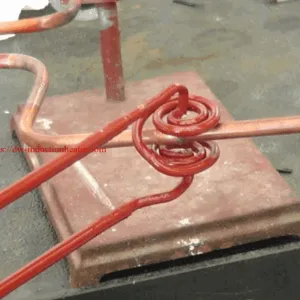
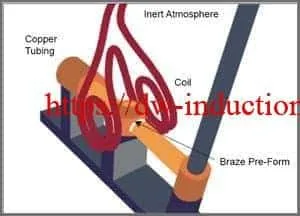
การทดสอบทำใน ABS Mark 2 ที่มีส่วนผสมของ 95% Argon และ 5% Hydrogen gas ขดลวดเหนี่ยวนำแบบแยกเลี้ยวสี่ทิศทางที่ออกแบบมาเป็นพิเศษถูกนำมาใช้เพื่อให้ความร้อนที่ดีที่สุดไปยังพื้นที่รอยต่อของการประกอบท่อ หลังจากทำการทดสอบเบื้องต้นด้วยชิ้นส่วนเปลือยและสีตรวจจับอุณหภูมิเพื่อกำหนดเวลาต่ออุณหภูมิและโปรไฟล์การให้ความร้อนอุณหภูมิของ 1450 ° F จะถึงใน 45 วินาทีเพื่อละลายรูปแบบก่อนการประสาน
สรุป
ผลลัพธ์ที่สำเร็จสำเร็จที่ 1450 ° F ภายใน 45 วินาที เนื่องจากความร้อนดำเนินการผ่านการประกอบท่อข้อต่อที่ตามมาในการชุมนุมเดียวกันจะต้องใช้เวลาน้อยลง แอสเซมบลีท่อทองแดงประสานเป็นโปรแกรมที่ยอดเยี่ยมสำหรับ ความร้อนเหนี่ยวนำ.