เครื่องทำความร้อนเหนี่ยวนำการขึ้นรูปคำแนะนำด้วย IGBT หน่วยทำความร้อนความถี่สูง
วัตถุประสงค์ให้ความร้อนแกนเหล็กระบายความร้อนด้วยน้ำที่ 700 ° F (371ºC) เพื่อสร้างปลายสายสวนเทฟลอนคุณภาพสูง
วัสดุท่อเทฟลอนสายสวนประกอบเขี้ยวหมู
อุณหภูมิ 600-700 ° F (315-371ºC)
ความถี่ 376 kHz
อุปกรณ์• DW-UHF-6 kW ระบบทำความร้อนเหนี่ยวนำพร้อมกับหัวทำงานระยะไกลที่มีตัวเก็บประจุ0.66μFหนึ่งตัว
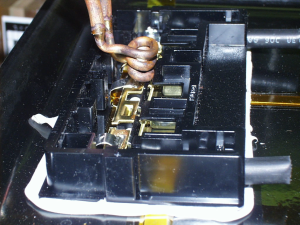
•ขดลวดความร้อนแบบเหนี่ยวนำที่ออกแบบและพัฒนาขึ้นเพื่อการใช้งานนี้โดยเฉพาะ
กระบวนการใช้ขดลวดสองรอบเพื่อให้ความร้อนแก่แกนเหล็กถึง660ºF (371ºC) ใน 2.7 วินาที ในการสร้างปลายสายสวนจะมีการใช้พลังงาน RF ในขณะที่สายสวนยึดอยู่เหนือขากรรไกรล่าง จากนั้นท่อจะถูกดันไปที่แกนกลางเพื่อสร้างปลายที่สม่ำเสมอและสม่ำเสมอ
ผลลัพธ์ / ประโยชน์การเหนี่ยวนำความร้อนให้:
•การประยุกต์ใช้ความร้อนที่แม่นยำและทำซ้ำได้
•เครื่องทำความร้อนแบบไม่สัมผัส
•รอบเวลาเร็วขึ้น